联塑PE给水管材系列


联塑PE给水产品特点
1、长久的使用寿命。在正常条件下,最少寿命达50年。
2、卫生性好。PE管无毒,不含重金属添加剂、不结垢,不滋生细菌,很好的解决了饮用水二次污染的问题。符合GB/T17219安全性评价标准以及国家卫生部相关的卫生安全评价规定。
3、可耐多种花谢介质的腐蚀;无电化学腐蚀。
4、内壁光滑,摩擦系数低,介质的通过能力相应提高并具有优异的耐磨性能。
5、柔韧性好,抗冲击强度高,耐强震、扭曲。
6、重量轻,运输、安装便捷。
7、独特的电熔连接和热熔对接、热熔承插连接技术使接口强度高于管材本体,保证了接口的安全可靠。
8、焊接工艺简单,施工方便,工程综合造价低。
9、PE环保健康给水管材dn20-dn90为蓝色,dn110以上为蓝色或黑色带蓝线,其他颜色需定做,配件颜色与管材相对应。
联塑PE给水管系列
PP-R塑铝稳态复合管道是按照CJ/T210-2005(管材)和GB/T18742.3-2002(管件)生产的新型高性能输水管道,符合GB/T117219卫生标准及国家卫生部相关的卫生安全评价规定。管材由PP-R内管、内胶粘层、铝层、外胶粘层以及PP-R外覆层组成。
塑铝复合管的生产工艺结合创新的管道设计,使其在输送热水的性能上表现得更为优异。产品不但拥有铝塑复合管的热膨胀系数小、不渗氧、不透光等特点,还保留了PP-R管材的优异的耐热性能以及简便经济的热熔承插连接方式,管件适配性强。
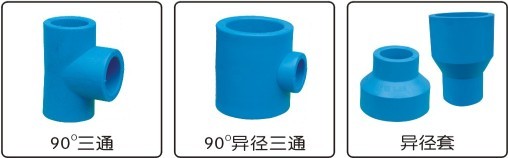
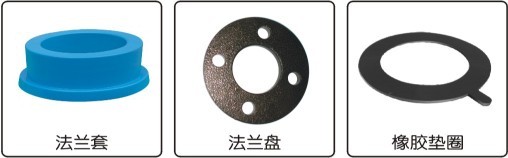
联塑PE给水管件系列
注塑承插管件:








注塑对接管件:



电热熔管件:




焊接管件:


辅助工具


联塑PE给水产品介绍
PE环保健康给水管材及管件采用进口PE100或PE80为原料生产,规格、尺寸及性能符合GB/T13663-2000,GB/T13663.2-2005标准的要求,卫生性能符合GB/T17219标准以及国家卫生部相关的卫生安全性评价规定,PE环保健康给水管具有柔韧性好、耐腐蚀性强、质轻、抗冲击性能优良等特点。管材、管件连接可采用热熔承插、热熔对接及电熔连接等连接方式,使管材、管件熔为一体,系统安全可靠,施工成本低,在工程应用中发展迅速。大力推广PE管,符合国家建设部、国家经贸委发展化学建材的指导方针,符合人们生活水平提高的发展需要。
联塑PE给水产品特点
1、长久的使用寿命。在正常条件下,最少寿命达50年。
2、卫生性好。PE管无毒,不含重金属添加剂、不结垢,不滋生细菌,很好的解决了饮用水二次污染的问题。符合GB/T17219安全性评价标准以及国家卫生部相关的卫生安全评价规定。
3、可耐多种花谢介质的腐蚀;无电化学腐蚀。
4、内壁光滑,摩擦系数低,介质的通过能力相应提高并具有优异的耐磨性能。
5、柔韧性好,抗冲击强度高,耐强震、扭曲。
6、重量轻,运输、安装便捷。
7、独特的电熔连接和热熔对接、热熔承插连接技术使接口强度高于管材本体,保证了接口的安全可靠。
8、焊接工艺简单,施工方便,工程综合造价低。
9、PE环保健康给水管材dn20-dn90为蓝色,dn110以上为蓝色或黑色带蓝线,其他颜色需定做,配件颜色与管材相对应。
联塑PE给水产品应用范围
市政供水系统、建筑给水系统以及居住小区、厂区埋地给水系统、工业和水处理管道系统等。
联塑PE给水产品管道连接方法
1、管道的连接方式主要有:
a、dn≤63时,采用热熔承插连接或电熔连接;
b、dn≤75时,宜采用热熔对接或电熔连接;
C、与金属管及管路附件的连接,可采用法兰连接或过渡管件连接等方法。
2、热熔承插连接
使用该方法连接时,采用热熔焊机,具体步骤如下:

①检查管材表面质量,连接部位清洁无损,断口平整表面光滑无毛刺。
②测量承口深度,在管材表面作出标记。
③管口专用刮刀对管材连接部位表面进行处理,确保周边为新面层,口部宜进行倒角,坡口为30°,表面坡口长度不大于2.0mm。


④对管件承口用干布揩擦,清洁表面。
⑤将管材、管件同时无旋转地插入加热器,对连接部位加热。

⑥加热到预定时间,拔出管材、管件,快速平稳而均匀地将管材推入管件成口中,在承口周围形成凸缘环。
⑦管材、管件超过规定冷却时间后方可进行下一步操作。
3、热熔对接
使用该方法连接时,采用热熔对接焊机,具体步骤如下:

①准备好所有工具。
②把待连接管材置于焊机夹具上并夹紧,清洁管材待连接端并铣削连接面,校直两对接件,使其错位量不大于壁厚的10%。
 ③放入加热板。
③放入加热板。
④加热完毕,取出加热板,迅速接合两加热面,升压至熔接压力并保压冷却。
⑤热熔完成。
4、电容连接
电熔承插连接的特点是连接方便、迅速、外界因素干扰小,在口径较小的管道及施工困难的场合下应用比较经济,连接示意图如下:

①清洁管材待连接面上的污物,标出插入深度。
②刮除其表皮。
③将电熔管件套在管材上,把管校直保证在同一轴线上。

④通电熔接,待观察孔内应有少许熔体顶出。
⑤冷却,电熔完成。